|
|
|
|
|
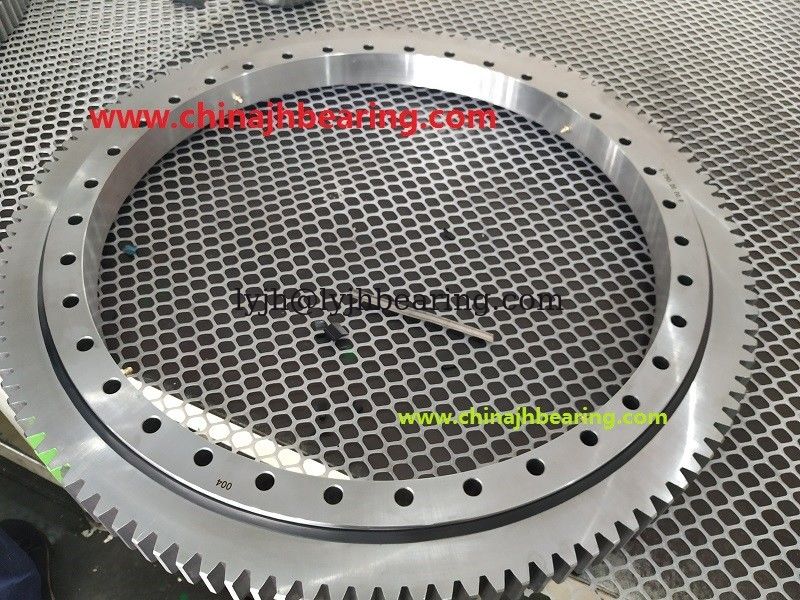
Bantalan bola slewing E 750.20.00.B dengan ukuran 742.3x572x56mm dengan gigi luar
Detail produk:
Syarat-syarat pembayaran & pengiriman:
|




Detil Deskripsi produk
| Gigi: | gigi luar | Jenis Segel: | Segel GANDA |
|---|---|---|---|
| Jumlah baris: | Baris tunggal | Bahan cincin: | 42CrMo 50Mn |
| Pulg: | Iya | Pelumasan: | Lemak |
Bantalan bola slewing E750.20.00.B dengan ukuran 742.3x572x56mm dengan gigi luar
E 750.20.00.B bantalan slewing dengan gigi luar termasuk bantalan bagian tipis, cincin luar dan tinggi cincin bagian dalam hanya 56mm,
E750.20.00.B Bantalan slewing terdiri dari ring luar, ring bagian dalam, bola dan seal. Cincin luar dengan gigi.Ini terdiri dari dua cincin kursi.Ini memiliki struktur kompak, ringan, dan kontak empat titik antara bola baja dan jalur balap busur.Itu dapat menanggung gaya aksial, gaya radial dan momen terbalik pada saat yang bersamaan.Mesin konstruksi konveyor putar, manipulator pengelasan, derek dan ekskavator kecil dan menengah dapat dipilih.
E 750.20.00.B detail ukuran bantalan slewing sebagai berikut:
| Jenis bantalan | E 750.20.00.B |
| Ukuran | 742,3x572x56mm |
| Dia luar | 742.3mm |
| Dia batin | 572mm |
| Tinggi | 56 mm |
| Tubuh bergulir: | Bola |
| Bahan cincin luar | 50Mn, 42CrMo |
| Bahan cincin bagian dalam | 50Mn, 42CrMo |
| Bahan bola | GCr15 |
| Jenis Sealing | Segel ganda |
E 750.20.00.B slewing bearing gambar aktual, Mohon referensi gambar:
![]()
![]()
E 750.20.00.B slewing bearing Proses produk:
Proses penempaan:
Bagian kosong cincin bantalan terutama terbuat dari batang dan tabung, sedangkan proses penempaan hanya berlaku untuk batang.Namun, tempa adalah bahan kosong yang paling banyak digunakan dalam pembuatan bantalan, dan cocok untuk bantalan berukuran besar dan sedang.Tempa dapat dibagi menjadi tempa panas, tempa dingin dan tempa hangat.Penempaan panas mengacu pada pemrosesan di atas suhu kristalisasi ulang logam billet, penempaan hangat pada suhu yang tidak melebihi suhu kristalisasi ulang, dan penempaan dingin mengacu pada penempaan pada suhu normal.
Tujuan dari ferrule forging: 1. Melalui penempaan, memperoleh blanko dengan ukuran yang mirip dengan produk, meningkatkan pemanfaatan bahan logam, mengurangi jumlah pengerjaan mesin, dan mengurangi biaya.2. Penempaan dapat menghilangkan cacat internal logam, memperbaiki struktur, dan dengan demikian meningkatkan masa pakai bantalan.
Proses umum penempaan:
Bahan batang, inspeksi, pemanasan, pengosongan, pemanasan sekunder, penempaan, penggulungan, pendinginan, anil, pembersihan.
Pembubutan kasar: Pembubutan kasar dilakukan sesuai dengan gambar proses pembubutan, dan kecepatan pemotongan serta jumlah pemotongan diterapkan secara ketat sesuai dengan peraturan teknis (kecepatan pemotongan umum adalah 5 rpm. Jumlah pemotongan 10mm ~ 12mm).
2.2 Penuaan balik yang kasar: Setelah pembubutan kasar bagian bantalan selesai, dukungan tiga titik dan peletakan datar tidak diperbolehkan (penumpukan tidak diperbolehkan), dan pemrosesan pembubutan presisi dapat dilakukan setelah waktu penuaan tidak kurang dari 48 jam .
2.3 Bagian bantalan belok halus Saat menyelesaikan pembubutan, kecepatan pemotongan adalah 6 hingga 8 putaran per menit, dan jumlah pemotongan adalah 0,3 hingga 0,5 mm.
2.4 Pembubutan presisi: Untuk mencegah bagian dari perubahan bentuk saat bagian bantalan akhirnya selesai, bagian tersebut harus dilonggarkan untuk membuat bagian tersebut dalam keadaan tidak tertekan.Kecepatan belok adalah 8 putaran per menit dan jumlah pemotongan 0,2 mm.
Rincian kontak
Produk lainnya
-
RKS.062.25.1204 Slewing bearing dengan internal gear, 1072x1289x68 mm, JBT10471 Standard
-
RKS.062.20.0544 Bantalan slewing dengan gigi internal, 445.2x616x56 mm, JBT10471 Standar
-
RKS.062.20.0414 Bantalan slewing dengan roda gigi internal, 326,5x486x56 mm, JBT10471 Standar
-
RKS.23 0411 bantalan slewing, 304x518x56mm, bantalan bola tanpa gigi
-
Four Point Contact Ball Slewing Bearing Dengan Gigi Gigi Eksternal 1072 * 776 * 80mm
-
Bantalan Meja Putar Stainless Steel E 750.20.00.B Pabrikan Untuk Peralatan Medis