|
|
|
|
|
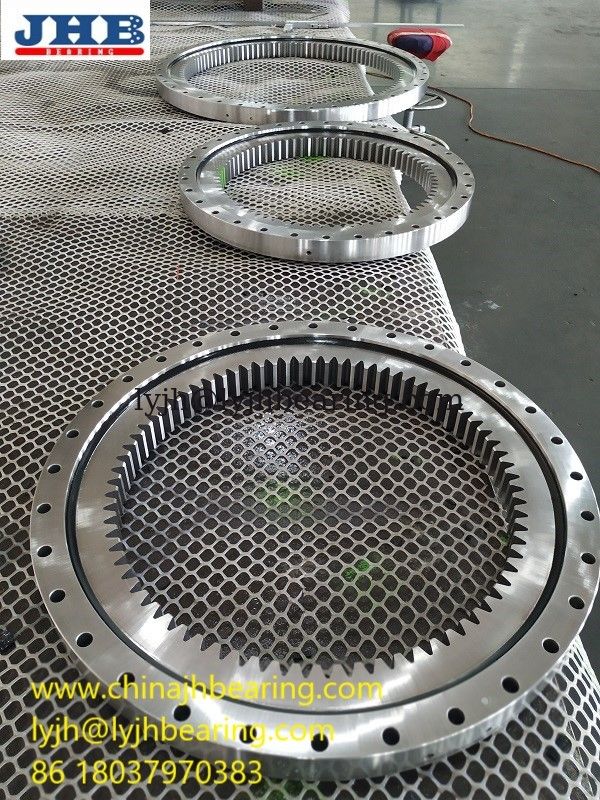
RKS.161.14.0544 roller silang Bantalan slewing dengan gigi luar, 474x640.8x56 mm
Detail produk:
Syarat-syarat pembayaran & pengiriman:
|




Detil Deskripsi produk
| Peringkat presisi: | P0 P6 P5 | Jenis Segel: | disegel ganda |
|---|---|---|---|
| Jumlah baris: | Baris tunggal | Outer Dia: | 640.8mm |
| DIA batin: | 474mm | Tinggi: | 56mm |
RKS.161.14.0544 roller silang Bantalan slewing dengan gigi luar, 474x640.8x56 mm
RKS.161.14.0544 Bantalan slewing rol silinder bersilang satu baris
Dimensi - d (diameter dalam) 474 mm
Dimensi - D (diameter luar) 640,8 mm
Dimensi - B (lebar) 56 mm
![]()
|
Dimensi Dasar (mm) |
Penunjukan Bantalan |
Dimensi Gear |
peringkat beban dasar (KN) |
Bobot |
|||||
|
d |
D |
B |
d0 (mm) |
m |
z |
C |
Bersama |
(KGS) |
|
|
474 |
640.8 |
56 |
RKS.161.14.0544 |
630 |
6 |
105 |
194 |
784 |
44 |
![]()
![]()
![]()
RKS.161.14.0544 Bantalan slewing rol silinder bersilang baris tunggal memiliki desain yang sederhana, terdiri dari cincin bagian dalam dan luar satu bagian serta rol silinder yang dipisahkan oleh spacer poliamida dan umumnya dilindungi oleh segel integral.
RKS.161.14.0544 Cincin luar dan bahan cincin bagian dalam: 42CrMo, 42CrMo4V, 50Mn sesuai dengan EN10083
Bahan roller: Baja bantalan 100Cr6, sesuai dengan EN ISO683
Tingkat akurasi gigi geart: sesuai dengan ISO1328
Bahan minyak atau gemuk:Gemuk litium
Cincin bagian dalam dan cincin luar Kekerasan material: quenching dan tempering: HB229 ~ 269
Pengerasan casing raceway: HRC55 ~ 62
RKS.161.14.0544 Paket ,: Kemasan dalam: film plastik + kertas kraft + pita biru;Kemasan luar: kotak kayu standar ekspor gratis fumigasi.kami dapat menjamin bahwa pengiriman bantalan melalui laut atau udara.
Waktu pengiriman: 25-35 hari
Secara umum, bantalan slewing RKS.161.14.0544 adalah bantalan gelinding berukuran besar yang dapat menampung beban aksial, radial dan momen yang bekerja secara tunggal atau dalam kombinasi dan ke segala arah.Mereka dapat melakukan gerakan slewing (berosilasi) serta gerakan rotasi.
Pada dasarnya, bantalan slewing RKS.161.14.0544 terdiri dari cincin bagian dalam, cincin luar dan elemen gelinding - bola atau rol silinder - yang dipisahkan oleh spacer poliamida. Cincin yang salah satunya biasanya dilengkapi roda gigi, dilengkapi dengan lubang untuk mengakomodasi baut lampiran.Lubangnya mungkin berulir.
Umumnya, hanya arena pacuan kuda di ring yang diperkeras dan diarde dengan presisi.Segel integral yang terbuat dari karet akrilonitril-butadiena (NBR) menjaga pelumas tetap masuk, dan kontaminan keluar dari bantalan.
Proses penempaan:
Bagian kosong dari cincin bantalan terutama terbuat dari batang dan tabung, sedangkan proses penempaan hanya berlaku untuk batang.Namun, tempa adalah bahan kosong yang paling banyak digunakan dalam pembuatan bantalan, dan cocok untuk bantalan berukuran besar dan sedang.Tempa dapat dibagi menjadi tempa panas, tempa dingin dan tempa hangat.Penempaan panas mengacu pada pemrosesan di atas suhu kristalisasi ulang logam billet, penempaan hangat pada suhu yang tidak melebihi suhu kristalisasi ulang, dan penempaan dingin mengacu pada penempaan pada suhu normal.
Tujuan dari ferrule forging: 1. Melalui penempaan, memperoleh blanko dengan ukuran yang mirip dengan produk, meningkatkan pemanfaatan bahan logam, mengurangi jumlah pengerjaan mesin, dan mengurangi biaya.2. Penempaan dapat menghilangkan cacat internal logam, memperbaiki struktur, dan dengan demikian meningkatkan masa pakai bantalan.
Proses umum penempaan:
Bahan batang, inspeksi, pemanasan, pengosongan, pemanasan sekunder, penempaan, penggulungan, pendinginan, anil, pembersihan
Pembubutan kasar: Pembubutan kasar dilakukan sesuai dengan gambar proses pembubutan, dan kecepatan pemotongan serta jumlah pemotongan diterapkan secara ketat sesuai dengan peraturan teknis (kecepatan pemotongan umum adalah 5 rpm. Jumlah pemotongan 10mm ~ 12mm).
2.2 Penuaan balik yang kasar: Setelah pembubutan kasar bagian bantalan selesai, dukungan tiga titik dan peletakan datar tidak diperbolehkan (penumpukan tidak diperbolehkan), dan pemrosesan pembubutan presisi dapat dilakukan setelah waktu penuaan tidak kurang dari 48 jam .
2.3 Bagian bantalan belok halus Saat menyelesaikan pembubutan, kecepatan pemotongan adalah 6 hingga 8 putaran per menit, dan jumlah pemotongan adalah 0,3 hingga 0,5 mm.
2.4 Pembubutan presisi: Untuk mencegah bagian dari berubah bentuk saat bagian bantalan akhirnya selesai, bagian tersebut harus dilonggarkan untuk membuat bagian tersebut dalam keadaan tidak tertekan.Kecepatan belok adalah 8 putaran per menit dan jumlah pemotongan 0,2 mm.
2.5 Cross and three-row roller slewing bearing inner ring proses khusus: Untuk mencegah cross dan three-row roller slewing bearing inner ring agar tidak berubah bentuk setelah perlakuan panas.Proses belok harus dilakukan secara berpasangan, yaitu proses balapan secara back-to-back.Tidak ada pemotongan yang dilakukan sebelum perlakuan panas, dan pemotongan dilakukan setelah pemanasan.
2.6 Mobil jadi setelah pemanasan: Setelah cincin bagian dalam dan luar bantalan diberi perlakuan panas, proses pembubutan mobil selesai dilakukan, dan prosedur teknisnya sama dengan 2.3 dan 2.43)
RKS.161.14.0544 Bantalan slewing berkinerja sangat baik dalam berbagai aplikasi seperti:
• platform akses
• ekskavator roda ember
• booming konveyor
• crane dari semua jenis
• ekskavator kecil, sedang dan besar
• tabel pengindeksan
• menara sendok
• aplikasi lepas pantai
• robot
• Bogie kereta api
• platform putar
• penumpuk
• cermin surya
• mesin bor terowongan
• turbin angin
![]()
![]()
![]()
Rincian kontak
Produk lainnya
-
RKS.062.25.1204 Slewing bearing dengan internal gear, 1072x1289x68 mm, JBT10471 Standard
-
RKS.062.20.0544 Bantalan slewing dengan gigi internal, 445.2x616x56 mm, JBT10471 Standar
-
RKS.062.20.0414 Bantalan slewing dengan roda gigi internal, 326,5x486x56 mm, JBT10471 Standar
-
RKS.23 0411 bantalan slewing, 304x518x56mm, bantalan bola tanpa gigi
-
Four Point Contact Ball Slewing Bearing Dengan Gigi Gigi Eksternal 1072 * 776 * 80mm
-
Bantalan Meja Putar Stainless Steel E 750.20.00.B Pabrikan Untuk Peralatan Medis